��������܈�C֧��݁�ܷ�λ���gĥ�p���¹�ˇ
�l���r�g��2021-09-29
�g�[����
�S���䡢��܈�C��������ٻ������ͻ����߾��ȷ���lչ���䡢��܈�C����݁Ӳ���ѽ��ձ���ߣ����c֮����֧��݁Ҳ�����Խ��Խ�ߵ�Ҫ��֧��݁��܈�C�е���Ҫ�������Á�֧�й���݁�����g݁���Է�����݁���F����׃�ζ�Ӱ푰塢���Įa�����|����
܈�C֧��݁�ܷ�λ���gĥ�p��ԭ��
܈�C܈���^���У�����܈�C��֧��݁��܈����sˮ�Ƚ��ݣ������֧��݁�����ܷ�λ���g�����g�������治ƽ������ɶ����ܷ�ĥ�p�ӄ����ܷ�ĥ�p����sˮ�M��֧��݁�S��λ�ã�����S�г��F���g��ĥ�p��
�ޏ�ˇ���x��
����܈�C֧��݁�ܷ�λ���gĥ�p���ޏͣ�һֱ�ԁ���I���Â��y�ĶѺ���ˢ僡��ᇊͿ���ޏ�ˇ���@Щ���y��ˇ��һ�Εr�g�ȵĴ_�����O������߽�Q�˺ܶ���O���y�}�������S���F���������a���\�SҪ�����ߣ��@Щ���y���ޏ�ˇ������s��ʩ���l���ͬF���h�����Ƽs���ܵ����ơ��oՓ�ǶѺ���C�ӹ�߀�ǟᇊͿ��ʽ�������ⲻ�˟ᑪ���o�������ĬF����������S�ď���׃������������S������;���ˢ僵ķ�ʽֻ�m��ĥ�p����С����r��
��������̼�{�ۺ�������M�ЬF���ޏ����ǬF�A���O���������Ҫ���g�ֶΣ����ò��Ͼ��г�����ճ�����������Ŀ������ȵȾC���������鼼�g����֧�Ρ����ж����C�ӹ��F���ޏͣ��ȟo�a���ᑪ��Ӱ푣��ޏͺ��Ҳ�������ơ�ͬ�r�aƷ�����еĽ��ٲ��ϲ��߂�����ԣ��������O��ě_�����ӣ������ٴ�ĥ�p�Ŀ��ܣ���������L�O�䲿����ʹ�É�����
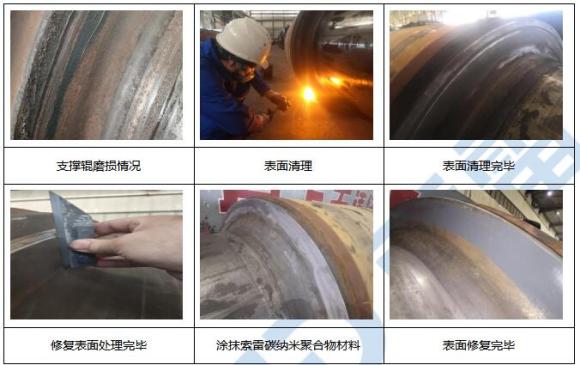
��������܈�C֧��݁�ܷ�λ���gĥ�p���^�̣�
1�������ޏͱ����M�п��ͣ��ꮅ���ܷ�λ�ô�ĥ���������ӣ����Q�и�Ƭ�������M���вۣ����Ӳ��Ͻ��|��e;
2��ʹ�ßoˮ�Ҵ����ޏͱ����M������;
3���������{��SD7300���ϣ�Ѹ��ͿĨ���ޏͱ��棬������ƽ���⻬;
4�����Ϲ̻������M�Мy������ɰ����ʯ��������c�M����ĥ;
5���������{��SD7101H���ϣ�ͿĨ���ޏͱ��棬�_��ƽ��;
6�����Ϲ̻���y���ޏͱ��棬���ޏͱ����M����ĥ�����C�ޏͱ���ƽ���ȡ��ޏ���ɡ�
���N�aƷչʾ























 ԥ���W���� 41910102000734̖
ԥ���W���� 41910102000734̖