���;�܈�C�S�����w���剺̝��άF���ޏ�
�l���r�g��2021-09-29
�g�[����
��܈�C�dz�Ʒ܈�C���ǟ�܈������a�ĺ��IJ��֣�܈�ƮaƷ���|��ˮƽ��Ҫȡ�Q�ھ�܈�C�M�ļ��g�b��ˮƽ�Ϳ���ˮƽ���ھ�܈�C�L�ڵĹ����У��S�����w���彛�������F��̝�ĬF���҂��Y�ϰ���������άF���ޏ͡�
һ������������B��
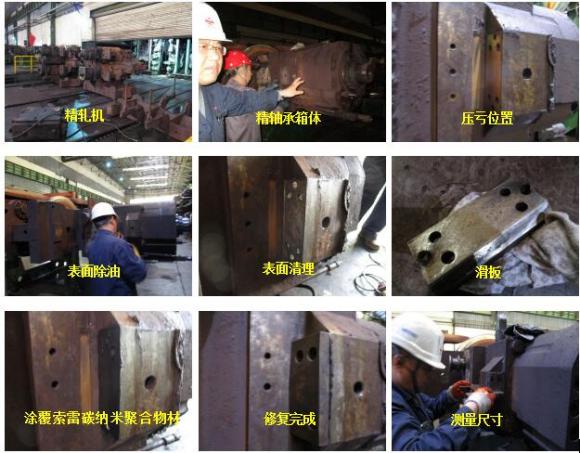
ij��F��I��܈�C�S�����w���剺̝���ޏ��w�e10mm*20mm*0.5-1.5mm(��*�L*��)��
 ��F���a�����У�܈�C�O��Ĺ��rʮ���ӣ��e��܈�C�ڹ����^���У�܈����sˮ�����t�Ƶ����Ѹ���F�����A�������������Ó��������F��ĩ�����܇��䡣܈݁ͨ�^�S�������Ʒ��γ��^��_����ʹ܈�C�C���Ʒ��Ȃȴ����桢���w���剺̝�Ⱦ����F��ͬ�̶ȵĸ��gĥ�p��ʹ܈�C�C�ܳߴ��y����Ч���ƣ��r�����F܈�C�C���c܈݁�S�����g϶���^����O��ֵ�F��܈�C�Ʒ��g϶������܈�C������ϵ�y�Ĺ����l����ʹ���������ӛ_������Vҧ��r���װl����Ӱ푵����͵Ŀ��ƣ����aƷ�|����ɺܴ�Ӱ푡�
�������}ԭ���ޏ�ˇ��
ԓ��I�ľ�܈�C�S�����w������ډ�̝�F����Iһ�_ʼ���������ӽ��ى|Ƭ�ķ�������Q����}�����ډ�̝��λ�ߴ粻���������ޏ�Ч�������롣�������ޏͷ��������ڬF��������Ч�Ľ�Q�������O���\ݔ�͙C�ӹ��M�õȾC���M���^�F���ޏߣ�ͬ�r�ܬF�����g�ľ����^��
��Ŀǰ����̼�{�ۺ�����Ͽ��Ԍ��F�F�������ޏͣ�ԓ���Ͼ߂䃞Խ��ճ�����������ι̸����ڽ��ٻ��ı��棬�L�ڹ���������Ó��;�aƷ�������ИO�ߵĿ������ȣ���܈���������£�����Ҳ�����p��;���صIJ������õĿ��_�����ܣ����������S�������Ʒ��ě_����������ĥ�p�Įa��;ͬ�r�aƷ�������õ����g���ܣ���ʹ�Ʒ�����������sˮ�����g��
������܈�C�S�����w���剺̝�ޏ��^�̣�
1.��ж���K(����)���鿴��̝λ����r;
2.����̎������������Ȳ����̝̎�M�г���̎������ĥ��C����̝λ���M�д�ĥ̎�����ßoˮ�Ҵ��������M����ϴ��̎���Ƀ�;
3.�����ձ����{��̼�{�ۺ�����ϣ������{�ͺõIJ���ͿĨ����̝λ��;
4.���Ϲ̻���ˢͿ�^Óģ��SD7000�Ļ��K(����)���b;
5.�ˌ��ߴ磬�ޏ���ɡ�
��F���a�����У�܈�C�O��Ĺ��rʮ���ӣ��e��܈�C�ڹ����^���У�܈����sˮ�����t�Ƶ����Ѹ���F�����A�������������Ó��������F��ĩ�����܇��䡣܈݁ͨ�^�S�������Ʒ��γ��^��_����ʹ܈�C�C���Ʒ��Ȃȴ����桢���w���剺̝�Ⱦ����F��ͬ�̶ȵĸ��gĥ�p��ʹ܈�C�C�ܳߴ��y����Ч���ƣ��r�����F܈�C�C���c܈݁�S�����g϶���^����O��ֵ�F��܈�C�Ʒ��g϶������܈�C������ϵ�y�Ĺ����l����ʹ���������ӛ_������Vҧ��r���װl����Ӱ푵����͵Ŀ��ƣ����aƷ�|����ɺܴ�Ӱ푡�
�������}ԭ���ޏ�ˇ��
ԓ��I�ľ�܈�C�S�����w������ډ�̝�F����Iһ�_ʼ���������ӽ��ى|Ƭ�ķ�������Q����}�����ډ�̝��λ�ߴ粻���������ޏ�Ч�������롣�������ޏͷ��������ڬF��������Ч�Ľ�Q�������O���\ݔ�͙C�ӹ��M�õȾC���M���^�F���ޏߣ�ͬ�r�ܬF�����g�ľ����^��
��Ŀǰ����̼�{�ۺ�����Ͽ��Ԍ��F�F�������ޏͣ�ԓ���Ͼ߂䃞Խ��ճ�����������ι̸����ڽ��ٻ��ı��棬�L�ڹ���������Ó��;�aƷ�������ИO�ߵĿ������ȣ���܈���������£�����Ҳ�����p��;���صIJ������õĿ��_�����ܣ����������S�������Ʒ��ě_����������ĥ�p�Įa��;ͬ�r�aƷ�������õ����g���ܣ���ʹ�Ʒ�����������sˮ�����g��
������܈�C�S�����w���剺̝�ޏ��^�̣�
1.��ж���K(����)���鿴��̝λ����r;
2.����̎������������Ȳ����̝̎�M�г���̎������ĥ��C����̝λ���M�д�ĥ̎�����ßoˮ�Ҵ��������M����ϴ��̎���Ƀ�;
3.�����ձ����{��̼�{�ۺ�����ϣ������{�ͺõIJ���ͿĨ����̝λ��;
4.���Ϲ̻���ˢͿ�^Óģ��SD7000�Ļ��K(����)���b;
5.�ˌ��ߴ磬�ޏ���ɡ�
���N�aƷչʾ























 ԥ���W���� 41910102000734̖
ԥ���W���� 41910102000734̖